智能制造实训室设备
联系方式见右侧悬浮框
中人教仪厂专业为客户提供【小型直线智能制造实训装置,工业4智能制造实训室设备,柔性生产】的实训室建设方案,对【小型直线智能制造实训装置,工业4智能制造实训室设备,柔性生产】施行三包售后服务,如果您对我们的【小型直线智能制造实训装置,工业4智能制造实训室设备,柔性生产】有不了解的地方,请咨询我们客服或来电咨询,我们将竭诚为您服务。
ZRFMS-500智能制造实训室设备,柔性生产线实训室设备
1.1、方案概述
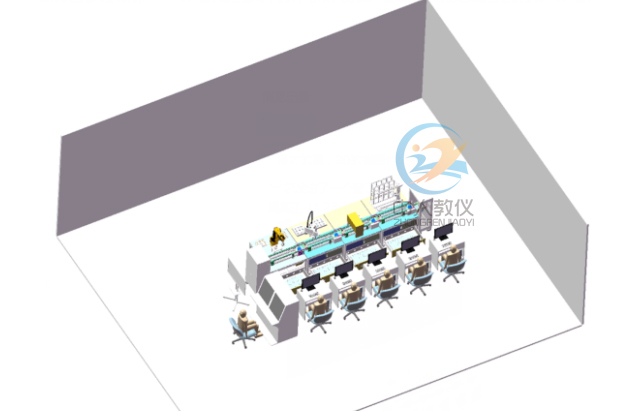
工业4.0生产模拟实训系统是以工业生产中的自动化装配生产线为原型,开发的教学、实验、实训综合应用平台,使学生对工业生产的实际过程有大体的了解,掌握工业生产过程一些实际应用技术。并较好地解决了在学校期间,只接触到以单元实验或校外参观实习为主,一些大型的自动化控制站只能看不能操作,达不到理想的教学效果的这个实际接触问题。该系统是将技术、视觉检测技术、流水线技术、技术,控制技术、物联网通讯技术和系统工程有机的融于一体,是现今工业自动化流水线柔性系统的缩影。整个软件系统,整合了控制软件,视觉软件,MES软件,仿真软件,数字工厂仿真软件等。软件功能充分体现工业4.0的应用功能。它既符合工业自动化生产实际又能满足高校自动化控制、等专业创新、实验、实训教学需要。
系统由6个基本站组成:起始流水线换向工作站、六关节机器人上下料站、四关节机器人组装站、视觉QC测检站、仓储管理工作站、终止流水线换向工作站。涵盖了多种机器人:六关节机器人、四关节机器人,直角机器人等。工件放置在载具上,载具在流水线上循环流动。载具在每个工站上精确定位,并在载具上完成零件装配。实现的业务功能是:按产品的工艺路线,把多个零件从料盘进料,并精密装配成一个完整产品。并对产品视觉检测,对不合格品移到不良区,对合格品格存放到智能仓库里。系统采用工业级流水线设计,符合实际工业生产的节拍与精度要求。可根据用户需求对各种工作站修改定制。采用模块化结构设计,每个单元完成特定的工作,并可独立运行。各工作站组合方便,不仅可以拆开进行各类单线技能训练,还可以快速组合,进行综合性项目训练。最大程度的地满足了实训教学、工程训练的需求。
控制系统采用MITSUBISHI公司的Fx3u系列PLC。每个工作站的控制单元由PLC、、执行机构、流水线传送机构组成。PLC根据输入信号和用户程序,执行相应的计算和控制过程,并输出各种控制信号,实现対各单元的自动控制。每个工作单元PLC都装有组态监控软件,监控本模块的运行。
MES系统集成了数据采集模块,品质模块,定单模块,设备维护模块,报表模块,看板模块。MES系统通过RS485总线,连接每站的PLC。通过Modbus实现对每部的工作过程数据管理,MES实时采集PLC工作过程数据。把生产的进展数据,通过看板显示在大屏幕上。并可通过APP实时查看生产进展。
系统配套的机器人仿真软件,是一套功能强大的机器人离线编程仿真软件。可从CAD模型获取工件轨迹,优化后自动生成机器人代码。并可直接倒入目标机器人中运行,也支持目标机器人语言直接编程。从模型到执行代码一站式解决。通过集成的3D仿真功能,建立一个与实际环境相同的虚拟开发环境,并集成了丰富的工艺应用工具包。是一套解决机器人系统设计、仿真、离线编程的工具,能够适应各种机器人。
1.2、气电系统需求
1.2.1、气源空压机主要参数
1)功率≥750W;
2)压力≥0.7MPa;
3)排气量≥60L/Min;
4)容量≥18L;
5)外形尺寸:450×210×450mm,长、宽、高偏差在±5mm以内。
1.2.2、电源
1)输入电源:单相三线AC220V ±10% 50Hz,装置容量:<5kVA;
2)工作环境:环境温度范围为-5℃~+40℃ 相对湿度<85%(25℃)
二、总体方案介绍
2.1、标准工作台设计模块化柔性自动化生产线实训系统是一种最为典型的机电一体化系统,适合相关专业学生进行工程实践、课程设计及初上岗位的工程技术人员进行培训。本次方案对柔性线进行模块化设计,由多个独立的工作站组成,其中各站的工作台进行标准化设计。标准工作台由标准工作台机体、标准上层输送线、标准下层输送线三部分组成。
说明:
1)标准工作站的尺寸:1.2mX1.1mX1.8m;
2)上部型材框架采用40X40型材;
3)底部焊接机架采用50X50X3.2方管;
4)抽屉采用三节导轨,可全部打开,方便实训时对控制柜的学习;
5)三联件和开关电源安装采用内藏式; 安全不易被碰撞;
6)上部型材门采用磁性开关检测;正常工作开门会触发检测开关,设备会报警;
7)控制板采用网孔式,方便电气元件的安装,无需配打开孔。
8)标准工作站包括上层输送线和下层输送线。上下输送线可以对换安装;
9)采用福马轮做地脚,一体式调节方便;
10)人机界面和开关按钮设计在上部型材门上,方便操作。
注:视觉检测单元会单独再加一个视觉主机模块在上部型材门上。
2.1.1、标准上层输送线设计
该输送线用于上层载具的输送,同时可内置高精度阻挡定位机构、升降换向机构、阻挡缓存机构等,且能够内部自由调节安装位置。此输送线是通过异步电机驱动同步轮,然后带动同步带实现移载。
说明:
1) 采用90W 异步减速调速电机驱动,同步,速比10,速度≦30m/Min;
2) 可输送负载5KG;
3) 定位机构可以在线体内部移动位置实现任意调节;
4) 可以移载宽204mm的载具;
5) 上线体尺寸约为:1100mmX300mmX178mm;
6) 采用耐磨带钢丝的聚氨酯同步带输送;
7)具有等待位功能,当上一工位来料太快时,可以增加一个阻挡机构实现暂时阻档;
8)可增加定位机构,用于实现载具定位;
9)采用型材30X30,30X60型材做主体结构;
2.1.2、标准下层输送线设计
该输送线用于下层载具的输送,主体型材设计,整体结构简洁轻巧且方便加装传感器,两边有宽度调节挡板,让载具顺利输送。此输送线是通过异步调速电机驱动同步轮带动同步带传动,使平皮带做连续输送。
说明:
1)采用90W 异步减速调速电机,同步带传动,速比10,速度≦30m/Min;
2)可输送负载5KG;
3)可以移载宽204mm的载具;
5) 下线体尺寸约为:1100mmX350mmX178mm;
6) 采用带导向条平皮带带移载;防跑偏;
7)采用30X30;30X60型材做主体结构;
8)载具两边设计有可调挡板;
2.1.3、高精度定位机构设计
高精度定位机构作为通用型定位组件,安装于上层输送线,每个单元的上层输送线都有安装此定位机构,通过定位机构的定位销对载具进行精准定位。被定位的载具会在上面完成本单元的工序。此机构通过气缸和直线轴承实现升降动作,通过气缸和阻挡块实现阻挡动作,通过定位销和载具上的衬套实现定位。阻挡块上加装接近开关,实现到位感应。说明:
1)定位精度±0.05mm;
2)外形尺寸约为:150mmX210mmX90mm;
3)采用球型和棱形定位销;保证精度;
4)材料采用6061铝合金和不锈钢材质;
5) 定位销螺丝固定时采用双叠型垫片或加螺丝胶,防止定位销松动;
6) 定位机构可在上线体内部任意调节位置;
2.2、PLC
控制系统采用MITSUBISHI公司的Fx3u系列PLC。2.2.1、FX3U系列PLC介绍
1) 第三代微型控制器 FX3U三菱PLC
2) 内置高达64K大容量的RAM存储器
3)内置业界最高水平的高速处理0.065μS/基本指令
4)控制规模:16~384(包括CC-LINK I/O)点
5)内置独立3轴100kHz定位功能(晶体管输出型)
6)基本单元左侧均可以连接功能强大简便易用的适配器
2.2.2、Fx3u系列PLC主要特点
1)最大384点的输入输出点数
可编程控制器上直接接线的输入输出(最大256点)和网络(CC-Link)上的远程I/O(最大256点)的合计点数可以扩展到384点。
2)可以连接的扩展单元/模块
输入输出的扩展设备可以连接FX2N 系列的输入输出扩展单元/模块。此外,FX0N/FX2N/FX3U系列特殊功能单元/模块最多可以连接8台。
3)程序内存
内置了64K步的RAM内存。此外, 可以通过使用存储器盒, 将程序内存变为快闪存储器。
4)运算指令
除了浮点数、字符串处理指令以外, 还具备了定坐标指令等丰富的指令。
5)内置RUN/STOP开关
可以通过内置开关进行RUN/STOP的操作。此外, 也可以从通用的输入端子或外围设备上发出RUN/STOP的指令。
6)支持RUN中写入
通过计算机用的编程软件, 可以在可编程控制器RUN时更改程序。
7)内置时钟功能
内置了时钟功能, 可以执行时间的控制。
8)支持程序的远程调试
如果使用编程软件(GX Developer), 可以通过连接在RS-232C功能扩展板, 以及RS-232C通信特殊适配器上的调制解调器, 执行远距离的程序传送以及可编程控制器的运行监控
2.3、人机界面
每个PLC,都配有一台台湾威纶通触摸屏,作为一机界面HMI。方便对本工作站状态的实时查看与控制。
三、单元介绍与节拍
3.1、起始流水线换向单元3.1.1、单元机构设计
起始流水线换向单元主要包括方管焊接机架、气动升降模组、换向组件等机构,实现载具在上下输送线的对接。
3.1.2、单元功能介绍
本单元是起始流水线换向单元,主要功能是从下层输送线接驳载具到上层输送线,起始流水线换向单元执行机构主要由笔形气缸、直线导轨、万向关节活动机构、异步减速调速电机、同步轮、同步带等构成,检测装置包括磁性开关、接近传感器。(本单元的人机界面、电控和上料单元共用)
主要技术说明:
1)升降模组换向周期10~15s,满足3KG负载换向;有效行程350mm;
2)外形尺寸长、宽、高为500×380×1120mm,机体采用50×50×3.2方管焊接;
3)笔形气缸行程400mm;
4)升降具有液压缓冲功能和机械限位功能;
5)换向组件采用异步调速电机驱动,同步轮同步带传动,功率25W,速比10,速度≦30M/min;
6) 采用同步带输送换向载具;
7)具有载具到位检测功能;
8)输送换向同步带采用同步带导向滑轨做支撑,材料白色UPE;
9)输送换向同步带采用耐磨带钢丝聚氨酯材料;
10)升降采用气缸加直线导轨的方式;
3.1.3、实验目的
1)了解起始流水线换向单元的动作;
2)了解升降执行机构和换向传动机构的工作原理;
3)了解接近开关的原理和在此站的作用;
4) PLC编程;
5) 继电器、电磁阀的使用方式;
6)直线导轨的应用;
7)认识液压缓冲器、机械限位机构、拖链等;
8)了解线路、气路布局;
3.2、上料单元
3.2.1、单元机构设计
上料单元主要包括标准工作台、底座料盘、底座工件、6关节机器人、机械整形组件、真空吸盘机器人工装组件等其他机构,主要实现底座工件整形,上料。
3.2.2、单元功能介绍
本单元是整个装配柔性线的起点,主要功能是机器人从料盘取料,取出工件底座,放入到被定位的载具治具上。上料单元的执行机构主要由六关节机器人、机械整形机构、高精度阻挡定位机构、气动夹具、同步带流水线等构成。检测装置包括:负压传感器、接近开关、光电漫反射传感器、磁性开关。
主要技术说明:
1)六关节机器人
以便于线体的升级和机器人的应用升级,选用了本公司生产的机器人。机器人的特点:采用自主研发的运动控制器,集成各种生产工艺包,特别是集成了视觉功能,使机器人在带视觉的应用特别方便。 根据本项目的需求,选用了6Kg级的智能视觉机器人。
六轴机器人不仅支持在线示教与在线编程,还支持本地通过U盘Copy程序或通过MES系统下载程序。
1)料盘的智能检测
底座法兰料盘可一次性放9个物料,如下图所示。工作台装有料盘检测开关,如果没有物料,则提示缺料状态。在工作过程中,控制吸盘会判断是否有料。判断的原理是:通过检测真空吸盘是否吸起工件,如果无法吸起某个料,则认为无工件,控制系统会按顺序吸取下个料。
3.2.3、实验目的
1、了解上料单元的工作过程;
2、了解料盘缺料检测;
3、了解传动机构和执行机构的工作原理,
4、了解光电传感器的原理和在此站的作用;
5、了解调速器对电机进行控制的原理;
6、了解同步带输送线(上层输送线)的结构设计和工作原理;
7、了解平皮带输送线(下层输送线)的结构设计和工作原理;
8、了解真空吸盘的原理;
9、了解载具如何被定位,高精度阻挡定位机构的设计结构和工作原理;
10、学习PLC编程;
11、了解继电器、电磁阀等电气元件的应用;
12、了解负压传感器的设置;
13、了解机械整形机构的工作原理;
14、学习6关节机器人基本编程;
15、学习6关节机器人的示教上料操作;
16、学习6关节机器人通过拖动示教上料操作;
17、PLC与机器人通讯原理;
3.3、法兰安装单元
3.3.1、单元机构设计
该单元主要包括标准工作台、法兰料盘、法兰工件、SCARA机器人、机械整形组件等其他机构,主要实现机器人上下料和机械整形。
3.3.2、单元功能介绍
本单元是SCARA机器人取法兰安装到底座,主要功能是SCARA机器人从料盘取料,取出法兰工件,放入到被定位的带有底座料的载具上。法兰安装单元的执行机构主要由SCARA机器人、机械整形机构、高精度定位机构、真空吸盘、同步带流水线等构成。检测装置包括:负压传感器、接近开关、光电漫反射传感器、磁性开关。
主要技术说明
1)SCARA工业机器人
以便于线体的升级和机器人的应用升级,选用了本公司生产的机器人。机器人的特点:采用自主研发的运动控制器,集成各种生产工艺包,特别是集成了视觉功能,使用机器人在带视觉的应用特别方便。 根据本项目的需求,选用了6Kg级的SCARA机器人。
3.3.3、实验目的
1)了解上料单元的工作过程;
2)了解料盘缺料检测;
3)了解传动机构和执行机构的工作原理,
4)了解光电传感器的原理和在此站的作用;
5)了解调速器对电机进行控制的原理;
6)了解同步带输送线(上层输送线)的结构设计和工作原理;
7)了解平皮带输送线(下层输送线)的结构设计和工作原理;
8)了解真空吸盘的原理;
9)了解载具如何被定位,高精度阻挡定位机构的设计结构和工作原理;
10)学习PLC编程;
11)了解继电器、电磁阀等电气元件的应用;
12)了解负压传感器的设置;
13)了解机械整形机构的工作原理;
14)学习SCARA机器人基本编程;
15)学习SCARA机器人的示教上料操作;
16)了解SCARA机器人工作原理;
17)PLC与机器人通讯原理;
3.4、视觉检测单元
3.4.1、单元机构设计
视觉检测单元主要包括标准机台、视觉检测、红外扫描枪组件等机构。主要实现对组装好的工件进行检测和数据读取。
3.4.2、单元功能介绍
当载具到达本工位时,开启检测功能。包括检测法兰的尺寸是否合格,是否少螺丝(标准为4颗),以及法兰是否是金属材料。该单元的部件主要由金属传感器、工业相机、环形光源、红外扫描枪、高精度定位机构、上下层流水线等构成。检测装置包括:工业相机、接近开关、光电漫反射传感器、磁性开关。
主要技术说明:
1)法兰视觉检测
视觉系统由视觉主机,工业相机,镜头,光源组成。视觉主机通过千兆网口接入多个网络接口的工业相机。视觉主机通过Modbusu接入PLC设备,当被检测物件到达时,PLC触发视觉系统采样图像,并进行图像处理、信号识别等先进技术。并对法兰尺寸参数进行测量,并依据判别结果返回到上位机。视觉系统的尺寸测量,配合合适的镜头,能达到 um 级的测量精度。
本案的配置如下:
视觉主机:10寸屏一体机
工业相机:大华A5501MG20,用500W像素,分辨率2590*2048;
相机镜头:16mm焦距镜头。如:厦门力鼎光电MV23FM16C;
工作距离:200mm;
视野:70mm*55mm;
分辨率:0.027mm/pix;
注:0.027mm/pix,相当于27um/pix。如果更换更小距离的相机镜头,则其精度可进一步提高。
对于检测的阀值,可以通过HMI设置,并把检测的值与结果,在HMI上显示。
视觉相机具体的操作见使用说明书。
2)法兰缺螺丝检测
利用视觉系统,在完成法兰尺寸检测后,进一步检测4个螺丝是否安装到位。在视觉成象中,有螺丝与缺螺丝的图象差别明显,可方便检测错是否漏打螺丝。
检测原理:测量两条线段距离,检测工件是否合格;
检测原理:安装后的工件不具有黑色孔,通过模版匹配工件后,依次检测4个安装位置的灰度值来判断是否漏安装,当检测到漏安装后,返回检测结果。如图当检测到第二个区域漏安装后不再检测后面两个区域,直接返回检测结果。
2)金属检测
本工位带的电容式传感器,用于检测法兰盖是否为金属。通过HMI,可以检测金属是良品,还是非金属是良品,或者二者都为良品。
3)红外扫描枪
红外扫描枪通过Modbus接入PLC系统。红外扫描的扫入的ID,作为设备的ID,PLC关联产品ID与检测结果。并把结果上传到MES系统。
3.4.3、实验目的
1)了解视觉检测单元的工作过程 ;
2)了解传动机构和执行机构的工作原理,光电传感器功能和在此站的作用以及继电器的使用方法;
3)了解调速器对电机进行控制的原理 ;
5)学习用PLC控制编程;
6)了解同步带输送线(上层输送线)的结构设计和工作原理;
7)了解平皮带输送线(下层输送线)的结构设计和工作原理;
8)了解工业视觉的工作原理及应用,学习视觉主机的操作;
9)了解载具如何被定位,高精度阻挡定位机构的设计结构和工作原理;
10)了解光电传感器的工作原理及运用;
11)学习扫描枪的功能,了解与上位机通讯功能,把扫描的ID,与检测的结果上传到上位机;
12)了解金属检测原理;
13)学习PLC的检测结果与MES系统通讯;
3.5、电梯式立体仓库单元
3.5.1、单元机构设计
电梯式立体仓库单元由标准工作台、电梯式立体仓库构成,主要实现工件自动入库及在线显示仓库信息。
3.5.2、单元功能介绍
升降梯立体仓库单元执行机构由气缸、步进电机等构成。检测装置包括:红外扫描枪、接近开关、光电漫反射传感器、磁性开关,该站的主要功能是:根据检测单元的法兰是不为金属的检测结果,对工件进行分类,将金属法兰和尼龙法兰分别放入不同的仓库。该单元的部件主要由高精度定位机构、上下层流水线等构成。
主要技术说明
1)立体仓库设计
支持4×4的16格库位;总宽900~1000mm、负载12Kg。每个库位都有传感器,能检测是否有料,可在线知道库位状态,是否空闲。工作原理:X轴是线轨模组,Y轴是气动无杆缸,Z轴是链条式升降模组,工件夹取采用气动手指,旋转采用摆动气缸。通过XZ的联动,气动手指到达对应的库位,通过Y轴的移动和摆动气缸以及气动手指实现工件的进出仓。
3.5.2、单元功能介绍
升降梯立体仓库单元执行机构由气缸、步进电机等构成。检测装置包括:红外扫描枪、接近开关、光电漫反射传感器、磁性开关,该站的主要功能是:根据检测单元的法兰是不为金属的检测结果,对工件进行分类,将金属法兰和尼龙法兰分别放入不同的仓库。该单元的部件主要由高精度定位机构、上下层流水线等构成。
主要技术说明
1)立体仓库设计
支持4×4的16格库位;总宽900~1000mm、负载12Kg。每个库位都有传感器,能检测是否有料,可在线知道库位状态,是否空闲。工作原理:X轴是线轨模组,Y轴是气动无杆缸,Z轴是链条式升降模组,工件夹取采用气动手指,旋转采用摆动气缸。通过XZ的联动,气动手指到达对应的库位,通过Y轴的移动和摆动气缸以及气动手指实现工件的进出仓。
3.5.2、单元功能介绍
升降梯立体仓库单元执行机构由气缸、步进电机等构成。检测装置包括:红外扫描枪、接近开关、光电漫反射传感器、磁性开关,该站的主要功能是:根据检测单元的法兰是不为金属的检测结果,对工件进行分类,将金属法兰和尼龙法兰分别放入不同的仓库。该单元的部件主要由高精度定位机构、上下层流水线等构成。
主要技术说明
1)立体仓库设计
支持4×4的16格库位;总宽900~1000mm、负载12Kg。每个库位都有传感器,能检测是否有料,可在线知道库位状态,是否空闲。工作原理:X轴是线轨模组,Y轴是气动无杆缸,Z轴是链条式升降模组,工件夹取采用气动手指,旋转采用摆动气缸。通过XZ的联动,气动手指到达对应的库位,通过Y轴的移动和摆动气缸以及气动手指实现工件的进出仓。
3.6.2、单元功能介绍:
本单元是终止流水线换向单元,主要功能是从上层输送线接驳载具到下层输送线,终止流水线换向单元执行机构主要由笔形气缸、直线导轨、万向关节活动机构、异步减速调速电机、同步轮、同步带等构成,检测装置包括磁性开关、接近传感器。(本单元人机界面和电梯式立体仓库单元共用)
主要技术说明:
1)升降模组换向周期10~15s,满足3KG负载换向;有效行程350mm;
2)外形尺寸长、宽、高为500×380×1120mm,机体采用50×50×3.2方管焊接;
3)笔形气缸行程400mm;
4)升降具有液压缓冲功能和机械限位功能;
5)换向组件采用异步调速电机驱动,同步轮同步带传动,功率25W,速比10,速度≦30M/min;
6) 采用同步带输送换向载具;
7)具有载具到位检测功能;
8)输送换向同步带采用同步带导向滑轨做支撑,材料白色UPE;
9)输送换向同步带采用耐磨带钢丝聚氨酯材料;
10)升降采用气缸加直线导轨的方式;
3.6.3、实验目的
1)了解起始流水线换向单元的动作;
2)了解升降执行机构和换向传动机构的工作原理;
3)了解接近开关的原理和在此站的作用;
4) 学习PLC编程;
5) 学习继电器、电磁阀的使用方式;
6)学习直线导轨的应用;
7)认识液压缓冲器、机械限位机构、拖链等;
8)了解线路、气路布局;
热门实训室:
本文链接:http://www.zhongrenkj.com/rxzz/497.html
文章来源:www.zhongrenkj.com 编辑:中人教仪厂 时间:2018-05-24 09:12
常见问题:
1、如果我要购买小型直线智能制造实训装置、工业4.0生产模拟实训系统,是否有安装、培训服务呢?
答:我们的设备如果没有特别注明“不含安装”“裸机价”“出厂”等字样的,都是提供安装、培训服务的。
2、你们的小型直线智能制造实训装置、工业4.0生产模拟实训系统是否能开17%增值税专用发票?
答:可以的,我们是正规企业,并且已经升级到一般纳税人,可以开具17%增值税专用发票,如果您需要开小型直线智能制造实训装置、工业4.0生产模拟实训系统的发票,您需要提供开票资料。
3、你们的产品都是自己生产的吗?都有什么产品资质?
答:我们公司是专业生产教学设备的企业,完全自主生产,并通过了最新版ISO9001认证,拥有多项专利与著作权。
如对本产品/文章:小型直线智能制造实训装置,工业4智能制造实训室设备,柔性生产有任何疑问请随时华体网页版,我们将尽力为您提供最全的实训室建设方案和最优质的服务
本文分享链接:/cpzh/4470.html
常见问题:
问题①:你们公司都有什么资质?
答:我们中人公司是国家注册的生产商,具有专利证书、软件著作权等生产型企业应当具备的资质,并且我们生产的【小型直线智能制造实训装置,工业4智能制造实训室设备,柔性生产】都是100%测试才允许出厂的。
问题②:如果我们单位购买【小型直线智能制造实训装置,工业4智能制造实训室设备,柔性生产】是否包含安装调试培训服务?
答:我们所有设备如果没有注明“不含安装/调试/培训”等字样(举例:【小型直线智能制造实训装置,工业4智能制造实训室设备,柔性生产】不含安装调试培训,含运费。),都是可以包安装调试培训的。
问题③:你们能提供【小型直线智能制造实训装置,工业4智能制造实训室设备,柔性生产】的整体实训室的建设方案吗?
答:如果您对我们的【小型直线智能制造实训装置,工业4智能制造实训室设备,柔性生产】有意向,可以来电咨询或者咨询企业QQ:2198972893。让我们客服为您量身定做一个方案或者提供我们现有的方案。同时需要您留下贵单位的全称,方便我们做报告。
相关热词:
这些是最新的
热门排行
